УтжАЩљУїЃКБОЭјеОЮЊЙЋвцадЭјеОЃЌВПЗжаХЯЂРДздЭјТчЃЌШчЙћЩцМАЙѓЭјеОЕФжЊЪЖВњШЈЃЌЧыМАЪБЗДРЁЃЌЮвУЧГаХЕЕквЛЪБМфЩОГ§ЃЁ
This website is a public welfare website, part of the information from the Internet, if it involves the intellectual property rights of your website, please timely feedback, we promise to delete the first time.
ЕчЛАTel: 19550540085: QQКХ: 929496072 or гЪЯфEmail: Lng@vip.qq.com
еЊвЊ:зїепЃКжаЙњПеЗжЙЄГЬгаЯоЙЋЫО еХДКЗМЁЂеХУєЕЄЁЂКњжаНм еЊвЊЃКБОЮФНщЩмввЯЉНгЪееОеєЗЂЦјЃЈBOGЃЉВњЩњЕФдвђЁЂДІРэЗНЪНЃЌЯжгаДІРэЙЄвеЕФгХШБЕу,ЬсГіВЛЭЌДІРэЗНЪНЪЪгУЕФВЛЭЌВйзїЙЄПіКЭгХЛЏЗНАИ,ЕУГіМѕЩйРфЖГЛњЕФВйзї,ЪЧНЕЕЭФмКФЕФжївЊЪжЖЮжЎвЛ.ВЂНщЩмДІРэBOGЯрЙиЩшБИЕФбЁ..
|
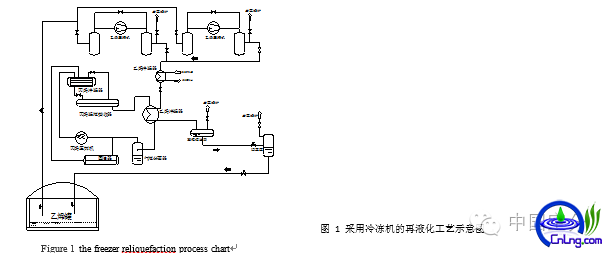
зїепЃКжаЙњПеЗжЙЄГЬгаЯоЙЋЫО еХДКЗМЁЂеХУєЕЄЁЂКњжаНм еЊвЊЃКБОЮФНщЩмввЯЉНгЪееОеєЗЂЦјЃЈBOGЃЉВњЩњЕФдвђЁЂДІРэЗНЪНЃЌЯжгаДІРэЙЄвеЕФгХШБЕу,ЬсГіВЛЭЌДІРэЗНЪНЪЪгУЕФВЛЭЌВйзїЙЄПіКЭгХЛЏЗНАИ,ЕУГіМѕЩйРфЖГЛњЕФВйзї,ЪЧНЕЕЭФмКФЕФжївЊЪжЖЮжЎвЛ.ВЂНщЩмДІРэBOGЯрЙиЩшБИЕФбЁаЭддђЃЌЮЊЦфЫћзАжУЬсЙЉВЮПМЁЃ ЙиМќДЪЃКввЯЉ; еєЗЂЦјЃЈBOGЃЉ;НгЪееО жаЭМЗжРрКХЃКTQ052.5 ЮФЯзБъжОТы A BOG Treatment OF Ethylene Terminal Industry Zhang Chunfang, Zhang Mindan, Hu Zhongjie (China National Air Separation Plant Co.,LTD, Hangzhou 310051) AbstractЃКThe evaporation gas ethylene receiving station (BOG) causes, treatment methods, advantages and disadvantages of the existing treatment process, and its optimization is proposed, different processing methods of different operating conditions, the freezer to reduce operation, is one of the main means to reduce the energy consumption. And introduces the selection principle of treatment of BOG related equipment, provide the reference for the other deviceЃЎ Key word: ethylene; boil of gas (BOG); terminal 1 в§бд ввЯЉЪЧКЯГЩЫмСЯЁЂКЯГЩЯЫЮЌЕШЛЏЙЄВФСЯЕФзюживЊЕФЛљДЁгаЛњдСЯжЎвЛЃЌеМЪЏЛЏВњЦЗЕФ75%вдЩЯЃЌАќРЈввЖўДМЁЃТШввДМЁЂввШЉЁЂТШввЯЉЁЂЛЗбѕввЭщЁЂБНввЯЉЕШЃЛввЯЉвВПЩгУгкОлввЯЉЁЂОлТШввЯЉКЭОлБНввЯЉЕШЖржжОлКЯЮяЕФЩњВњ[1]ЁЃввЯЉдкЙњУёОМУжаеМгаживЊЕиЮЛЃЌЪЧЪЏгЭЛЏЙЄВњвЕЕФКЫаФЃЌЦфЩњВњЙцФЃКЭЫЎЦНвбОГЩЮЊКтСПвЛИіЙњМвЪЏгЭЛЏЙЄЗЂеЙЫЎЦНЕФживЊБъзМжЎвЛ[2][3]ЁЃ жС2013ФъЃЌжаЙњввЯЉЪаГЁШнСПЩЯеЧГЌЙ§1БЖЃЌгЊвЕзмЪеШыЩ§жС190вкУРдЊЁЃЯТгЮМгЙЄвЕЭЦЖЏввЯЉЧПОЂдіГЄЪЦЭЗ,етЪЙЙњФкввЯЉШБПкдНРДдНДѓЃЌЖјЭЈЙ§НЈСЂввЯЉНгЪееОДгЙњЭтНјПкПЩНтОіВПЗжашЧѓЁЃгыLNGНгЪееОРрЫЦЃЌНгЪееОЕФЕЭЮТввЯЉДЂДцгкГЃбЙЕЭЮТДЂЙоФкЃЈдМ-102ЁцЃЉЃЌеєЗЂЦјВњЩњЕФдвђжївЊгавдЯТМИЗНУцЃКЂйгЩгкЕЭЮТввЯЉЪмЭтНчЛЗОГШШСПЕФЧжШыЃЛЂкввЯЉБУдЫааЪБЛњаЕФмзЊЛЛГЩШШФмЃЛЂлГфзАВњЩњЕФжУЛЛЃЛЂмДѓЦјбЙБфЛЏЁЃЮЊСЫЮЌГжЕЭЮТввЯЉДЂЙобЙСІЃЌБиаыХХГіЖргрЕФеєЗЂЦјЁЃ 2ЯжгаДІРэЪжЖЮ ЯжгаЙЄвежаЃЌгаНЋГфзАВњЩњЕФВПЗжжУЛЛЦјЗЕЛиЕЭЮТввЯЉДЌВжжаЃЌДЫЗНЗЈПЩНЕЕЭдйвКЛЏЕФЙІКФЃЌЕЋДЫЙЄвежЛФмдкаЖДЌЪБЪЙгУ;ЧвашвЊНЈЩшДЂЙоЕНТыЭЗЕФЦјЯрЙмЯпМАзЈгУЕФЦјЯрЗЕЛиДЌВеЕФЪфгЭБлЃЌдкУЛгаЦфЫћеєЗЂЦјДІРэДыЪЉЕФЧщПіЯТЃЌЕБУЛгааЖДЌЪБЃЌДЂЙоВњЩњЕФеєЗЂЦјжЛФмЗХПеДІРэЃЌЕМжТзЪдДРЫЗбЁЃЛЙгаВЩгУЕЅвЛРфЖГЛњНЋеєЗЂЦјдйвКЛЏДІРэЕФЃЌетжжЙЄвеЕФШБЕуЪЧФмКФИпЁЃЕкШ§жжЗНЗЈЪЧНЋВњЩњЕФеєЗЂЦјМгбЙЪфЫЭжСЯТгЮгУЛЇЧјЃЌетжжЙЄвеЯрЖддйвКЛЏЙЄвеЃЌФмКФЯрЖдНЯЕЭЃЌЕЋЕБЯТгЮгУЦјбЙСІНЯИпЪБ,вЛДЮадЩшБИЭЖзЪвВНЯИп,ЧвЕБЮоЭтЪфЪБЃЌВњЩњЕФеєЗЂЦјжЛФмЗХПеЗйЩеДІРэЁЃ 3ВйзїЙЄПіМАгХЛЏЙЄве 3.1ВйзїЙЄПі ввЯЉНгЪееОЕФВйзїЙЄПіДѓжТПЩвдЗжЮЊаЖДЌЂйЙЄПіЁЂЭтЪфЂкЙЄПіЁЂДЂДцЂлЙЄПіМАМИжжЙЄПіЯрНсКЯЂмЕФВйзїЙЄПіЁЃ ЂйЙЄПіЃЌДѓСПЕФЕЭЮТввЯЉНјШыДЂЙоЃЌжУЛЛГіДЂЙоФкЕФЦјЬхЃЌеєЗЂЦјЕФСПНЯЦфЫћЙЄПіЯджјдіМгЁЃаЖДЌЪБеєЗЂЦјЕФСП=НјШыДЂЙоЕФвКЬхХХПЊЕФЬхЛ§+ДЂЙоЪмШШЕФеєЗЂСП+ЩйСПЕФНјвКЩСеєЁЃЕЋаЖДЌЙЄПіЯТЃЌДѓСПЕФеєЗЂЦјжЛФмВЩгУРфЖГЛњЯЕЭГдйвКЛЏЛиЪеЁЃВЩгУРфЖГЛњЕФЙЄвеМћЭМ1ЁЃ
Figure 1 the freezer reliquefaction process chart Figure 1the freezer reliquefaction process chart ЂкЙЄПіЯТеєЗЂЦјЕФСПБШНЯаЁЃЌжївЊЪЧДЂЙовђЮЊШШСПЕФШыЧжЖјВњЩњЕФеєЗЂЁЃОпЬхеєЗЂСПгыДЂЙоЩшМЦЪБЕФеєЗЂТЪгаЙиЁЃеєЗЂЦјСП=ДЂЙоШнЛ§xеєЗЂТЪ-ЭтЪфввЯЉЬхЛ§ЁЃ ЂлЙЄПіЪБеєЗЂЦјЕФСПБШЭтЪфЙЄПіЩдЮЂДѓвЛаЉЃЌРДдДжївЊЪЧДЂЙовђЮЊШШСПЕФШыЧжЖјВњЩњЕФеєЗЂЁЃетЪБЃЌвђУЛгаЭтЪфЃЌВњЩњЕФеєЗЂЦјашдйвКЛЏЯЕЭГдйвКЛЏКѓЗЕЛиДЂЙоЁЃеєЗЂЦјСП=ДЂЙоШнЛ§xеєЗЂТЪ ЂмЙЄПіЃЌгыаЖДЌЙЄПіВњЩњЕФдвђЯрЭЌЃЌЕЋгыаЖДЌЙЄПіВњЩњЕФеєЗЂЦјСПЯрБШЃЌвђгаВПЗжЭтЪфЖјЩдЮЂНЯаЁЃЌаЖДЌЪБеєЗЂЦјЕФСП=НјШыДЂЙоЕФвКЬхХХПЊЕФЬхЛ§+ДЂЙоЪмШШЕФеєЗЂСП+ЩйСПЕФНјвКЩСеє-ЭтЪфввЯЉЬхЛ§ЁЃ вдвЛИі20000m3ввЯЉДЂЙоЮЊР§ЃЌДЂЙоЕФеєЗЂТЪЖЈЮЊ1%ЃЌаЖДЌЫйТЪ300t/hЃЌЭтЪфСПЮЊ30t/hЃЌКіТдДѓЦјбЙБфЛЏЕФгАЯьЃЌеєЗЂЦјШЋВПВЩгУРфЖГЛњвКЛЏЛиЪеЃЌЙІКФШчЯТЃК Бэ1 ИїЙЄПіЯТЕФЙІКФ Table 1 power consumption under different conditions
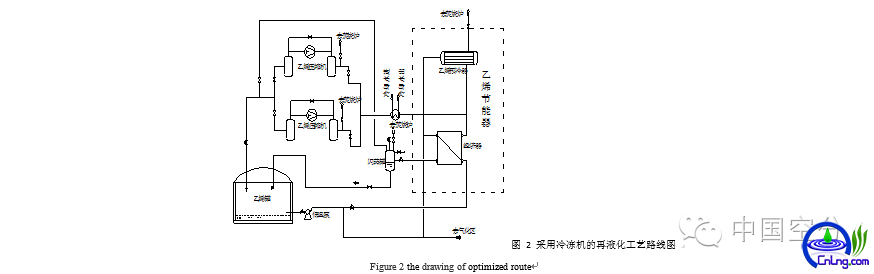
БИзЂЃКДЫЪ§ОнБэжаЪ§ОнНіЮЊеєЗЂЦјДІРэЯЕЭГЕФЙІКФЁЃ гЩБэ1ЗжЮіЃК аЖДЌЙЄПіЯТЕчКФзюДѓЃЌЫЕУїДЫЙЄПіЯТеєЗЂЕФЦјЬхСПзюДѓЃЌдйвКЛЏЯЕЭГЕФЕчКФвВНЯДѓЃЛ бЙЫѕЛњМАРфЖГЛњЕФДІРэФмСІгІгЩаЖДЌЙЄПіОіЖЈЁЃеєЗЂЦјбЙЫѕЛњВЩгУСНЬЈЃЌСНЬЈЕФДІРэФмСІКЭаЖДЌЪБВњЩњЕФеєЗЂЦјСПЦЅХфЃЌаЖДЌЪБСНЬЈЭЌПЊЃЌЮоаЖДЌЪБЃЌвЛЬЈЙЄзїЃЌвЛЬЈБИгУЃЌбЙЫѕЛњЕФЦєЭЃИљОнДЂЙобЙСІЕїНкЁЃ 3.2 ЙЄвегХЛЏ гЩгквдЩЯжЛВЩгУРфЖГЛњЮЊдйвКЛЏЬсЙЉРфСПЃЌећИіЙЄвеЕФЙІКФвВЯрЖдНЯИпЃЌБЪепПМТЧЕГгаЭтЪфДцдкЪБЃЌПЩНЋBOGгыдібЙКѓЕФввЯЉЛЛШШЃЌЛиЪеВПЗжРфФмЃЌМѕЩйЛђЭЃжЙРфЖГЛњЕФВйзїЃЌПЩНЕЕЭФмКФЁЃгХЛЏКѓЕФЙЄвеШчЭМ2.
ЙЄвеТЗЯпЭМ Figure 2the drawingofoptimized route еєЗЂЦјШЋВПВЩгУРфЖГЛњвКЛЏЛиЪеЃЌЙІКФШчЯТЃК Бэ2 гХЛЏКѓИїЙЄПіЯТЕФЙІКФ Table 2 power consumption under different conditions after optimization
ВЩгУгХЛЏКѓЕФЙЄвеЃЌБэ1гыБэ2ЖдБШЕУГіЃК ЃЈ1ЃЉаЖДЌЭтЪфЙЄПіЯрБШЃЌЕчКФЫЎКФЖМДѓДѓНЕЕЭЃЌетЪЧвђЮЊдкгаЭтЪфЕФЙЄПіЯТЃЌВЩгУСЫгХЛЏКѓЕФЙЄвеЃЌдіЩшвЛИіввЯЉНкФмЦїЃЌЪЙЩСеєГіЕФЦјЬхОбЙЫѕЛњбЙЫѕКѓгыЭтЪфЕФввЯЉЛЛШШЃЌЮќЪеРфСПКѓШЛКѓНкСїЗЕЛиДЂЙоДЂДцЁЃОЙЄвеКЫЫуЃЌЖдгкДЫЯюФПЃЌЯТгЮЭтЪфЕФввЯЉСПДяЕН8t/hВХФмНЋеєЗЂГіЕФввЯЉЦјЬхвКЛЏЛиЪеЃЌЕБЭтЪфСПВЛФмДяЕНДЫвЊЧѓЪБЃЌВЛФмДІРэЕФеєЗЂЦјдйВЩгУРфЖГЛњвКЛЏЛиЪеЃЌетбљПЩДѓДѓНЕЕЭФмКФЁЃДЫЪБЙЄзїЕФЩшБИНіЮЊBOGбЙЫѕЛњЃЌдкЭтЪ§СПТњзувЊЧѓЕФЧщПіЯТЃЌРфЖГЛњПЩвдЭъШЋВЛЙЄзїЁЃаЖДЌЭтЪфЙЄПіЯТЃЌРфЖГЛњЙЄзїгыВЛЙЄзїЃЌФмКФЯрВюНЯДѓЃЌетЪЧвђЮЊЭЌбљЕФеєЗЂЦјСПЃЌВЩгУРфЖГЛњдйвКЛЏЛиЪеЯћКФСЫЕчФмЁЃЖјРфЖГЛњВЛЙЄзїЕФЧщПіЯТЃЌВЩгУЭтЪфЕФввЯЉгыдібЙКѓЕФеєЗЂЦјЛЛШШЃЌЮЊеєЗЂЦјЬсЙЉРфФмЃЌДгЖјНкЪЁСЫЕчФмЁЃЖјЭтЪфЕФввЯЉвђЮЊЮќЪеСЫдібЙввЯЉЕФШШСПЃЌашвЊЦјЛЏЮќЪеЕФШШСПвВМѕЩйЃЌетбљвВНЕЕЭСЫеєЦћЕФЯћКФЁЃ ЃЈ2ЃЉЭтЪфЙЄПіЯТЃЌФмКФНЕЕЭЕФдвђгыаЖДЌЭтЪфЙЄПіЯрЭЌЁЃ ЃЈ3ЃЉЧАКѓЕЅаЖДЌЙЄПігыЕЅДЂДцЙЄПіЯТФмКФЯрЭЌЃЌЪЧвђЮЊУЛгаЭтЪфЕФввЯЉЃЌЮоЗЈВЩгУгХЛЏКѓЕФЙЄвеЁЃ 3ЩшБИбЁаЭ BOGДІРэЯЕЭГжївЊгЩBOGЙмЕРЁЂдібЙДІРэЯЕЭГЁЂдйвКЛЏЛиЪеЯЕЭГМАНкФмВПЗжЕШзщГЩЁЃЩцМАЕНЕФжївЊЩшБИЪЧбЙЫѕЛњКЭРфЖГЛњЁЃ 3.1 бЙЫѕЛњ вђBOGДгЕЭЮТДЂЙоФкеєЗЂГіРДЃЌЮТЖШШдШЛБШНЯЕЭЃЌЙЄвеЩшМЦжагаСНжжбЁдёЃЌвЛЪЧВЩгУЕЭЮТбЙЫѕЛњНЋЕЭЮТЦјЬхжБНгбЙЫѕЕФЙЄвеЃЌЖўЪЧНЋЕЭЮТЦјЬхИДШШКѓВЩгУГЃЮТбЙЫѕЛњбЙЫѕЕФЙЄвеЁЃбЙЫѕЛњгаРыаФЪНКЭЭљИДЪНСНжжЃЌвђНгЪееОЖрВЩгУЕЭЮТГЃбЙДЂДцЃЌЧвВЛЭЌЙЄПіЯТBOGВњЩњСППчЖШНЯДѓЃЌНЈвщВЩгУЕЭЮТЭљИДЪНбЙЫѕЛњ[6][7]ЁЃбЙЫѕЛњЕФдЫааФмСІЭЈЙ§ДЂЙобЙСІЕїНкЁЃ 3.2 РфЖГЯЕЭГ ввЯЉдйвКЛЏЕФРфФмгЩРфЖГЛњЬсЙЉЃЌРфЖГЛњЪЧжИгУбЙЫѕЛњИФБфРфУНЦјЬхЕФбЙСІБфЛЏРДДяЕНЕЭЮТжЦРфЕФЛњаЕЩшБИЃЌРфЖГЛњЕФЙЄзїНщжЪМДЮЊжЦРфЯЕЭГжаЕЃИКзХДЋЕнШШСПШЮЮёЕФжЦРфМСЁЃБОЩшМЦжЦРфЖГЛњВЩгУТнИЫЪНРфЖГЛњЃЌжЦРфМСВЩгУБћЯЉЁЃРфЖГЛњЕФжЦРфФмСІгЩЩСеєЦјЕФзмСПОіЖЈЁЃаЖДЌЪБЩСеєЦјжївЊЪЧгЩНјСЯжУЛЛВњЩњЃЌЛЛЖјбджЎЃЌРфЖГЛњЕФбЁаЭКЭаЖДЌЫйТЪЯрЙиЃЌЕЅЮЛЪБМфФкНјШыДЂЙоЕФвКЬхСПдНДѓЃЌжУЛЛГіРДЕФЦјЬхдНЖрЁЃаЖДЌЪБПЩЪЪЕБЕФЬсИпДЂЙоЕФВйзїбЙСІЃЌетбљПЩНЕЕЭРфЖГЛњЕФДІРэФмСІЁЃШчРфЖГЛњВЛФмМАЪБДІРэЕєетаЉЦјЬхЃЌДЂЙоЕФбЙСІОЭЛсЩЯЩ§ЁЃ дкЛЏЙЄЙЄвежагІгУНкФмНЈКУММЪѕгаРћгкНЕЕЭЙ§ГЬЫ№ЪЇЁЃЪЕЯжНкФмНВКУБиаывЊгаЩшБИжЇГжЃЌетОЭвЊЧѓШЋУцЬсИпЩшБИадФмЃЌДгЖјНЕЕЭФмКФдкЙ§ГЬжаЕФЫ№ЪЇЃЌЖдЛЏЙЄЙЄвеРДЫЕгавЛИіЗЧГЃживЊЕФВНжшЃЌвВЪЧвЛИіЛљДЁадЕФВНжшЃЌОЭЪЧЖдВњЦЗЗжРыЬсДПЕФЙ§ГЬжаБЛЫ№КФЕєЁЃШчЙћЦѓвЕЖдЬсДПЕФЩшБИНјааСЫММЪѕИФдьЁЃЬсИпСЫЩшБИЕФживЊадФмЃЌдкВйзїСїГЬЩЯНјааЙцЗЖЃЌОЭПЩвдгааЇНЕЕЭФмСПЕФЫ№КФЁЃзтвЛИіР§згЃЌЛЏЙЄЙЄвеЙ§ГЬжагавЛИіЗЧГЃживЊЕФЩшБИОЋСѓЫўЃЌОЋСѓЫўЕФбЙСІИФБфСЫЃЌЛиСїБШОЭЛсНЕЕЭЁЃШчЙћгУШШБУеєСѓДњЬцОЋСѓЫўОЭФмгааЇНЕЕЭЙ§ГЬжаФмСПЕФЫ№КФЁЃШШБУФмЪЙЗДгІбЙСІНЕЕЭЃЌетбљЮќШШЗДгГзіЙІОЭФмНЕЕЭЃЌДгЖјгааЇвжжЦЕФФмСПЫ№КФЁЃЛЙгаЃЌШчЙћЪЙгУИпаЇДЋШШЕФВФСЯКЭЩшБИЃЌФмЙЛДѓСПЕФИФЩЦДЋШШаЇТЪЃЌвВФмНЕЕЭФмСПЕФЫ№КФЁЃаТаЭЕФОјШШВФСЯЖдвВФмгааЇЪЙШШСПЫ№ЪЇНЕЕЭЃЌЕЋЪЧвЊбЁдёКЯЪЪЕФКёЖШЁЃвђДЫЃЌЪЙгУИпаЇЕФВФСЯЁЂИпаЇЕФВФСЯЁЂИпаЇЕФЩшБИКЭНкФмЕФЩшБИЃЌдкЩњВњЙ§ГЬжаОЭПЩвдДѓЗљЖШЬсИпФмСПЕФРћгУаЇТЪЁЃ дкЛЏЙЄЙЄвежагІгУНкФмНЈКУММЪѕгаРћгкжиИДРћгУФмСПЁЃгрШШвВЪЧвЛжжФмСПЃЌЕЋдкДЋЭГЕФЩњВњЙ§ГЬжаЃЌЫќЭљЭљБЛДѓСПЕФРЫЗбЕєЃЌдкЩњВњЙЄвежаЃЌЦфЫћЕФГЬађЕФЛЏЙЄЩњВњПЩвджБНгЕФРћгУгрШШЁЃЫћЪЧвЛжжПЩвджиИДЪЙгУЕФШШСПЃЌетжжФмдДЪЧгЩвЛДЮадФмдДдкЩњВњЙ§ГЬжаЪЭЗХГіРДЕФФмСПЁЃдкЩњВњЙ§ГЬжаЃЌШчЙћВЩгУаТЕФММЪѕЩшБИМгЧПЖдгрШШЕФЪеМЏЃЌШЛКѓдйНЋетжжФмдДгУгкЩњВњЃЌОЭжБНгНЕЕЭСЫФмСПЕФЫ№КФЃЌНЕЕЭСЫЦѓвЕЕФГЩБОЃЌЭЌЪБЬсИпСЫЦјвКЕФОМУаЇвцЁЃдкЮвЙњЕФЛЏЙЄаавЕЃЌКмЖрЦѓвЕвВВЩгУСЫФмЙЛЬсИпгрШШЛиЪеРћгУТЪЕФШШБУММЪѕЃЌетвЛММЪѕдкећИіаавЕЕУЕНСЫЙуЗКгІгУЁЃ дкЛЏЙЄЙЄвежагІгУНкФмМѕКФММЪѕгаРћЬсИпзЊЛЏТЪЁЃДпЛЏМСЪЧЛЏЙЄЩњВњжавЛжжМЋЮЊживЊЕФЛЏбЇЮяжЪЃЌЫќЕФжївЊзїгУЪЧМгЫйЛЏбЇЗДгІЃЌЛђМѕЛКЛЏбЇЗДгІЁЃЪЙгУДпЛЏМСЪЧвЛжжгааЇЕФЙЄвеЩњВњЙ§ГЬЃЌЫќФмЙЛЪЙзЊЛЏТЪДѓЗљЬсИпЃЌНјЖјНЕЕЭЮТЖШбЙСІЃЌНЕЕЭЕЅЮЛВњЦЗЕФФмКФЁЃвЊНЕЕЭЗДгГИБВњЦЗЕФГіЯжКЭдВФСЯЕФЪЙгУСПЃЌОЭБиаыЪЙгУДпЛЏМСЃЌЭЌЪБЫќЖдНЕЕЭЛЏЙЄЗжРыЕФФмКФгыИККЩвВЗЂЛгСЫжаЕФзїгУЁЃШеБОвЛИіжјУћЕФЛЏЙЄЦјвКЗЂУїСЫвЛжжбѕЛЏТСДпЛЏМСЃЌетжжбѕЛЏМСБЛЙуЗКЕФгУгкЦћГЕж§дьвЕЃЌдкДІРэЦћГЕЮВЦјКЭГ§ЦћгЭжадгжЪЗНУцЗЂЛгСЫживЊзюгУЁЃ дкЛЏЙЄЙЄвежагІгУНкФмМѕКФММЪѕгаРћгкНЕЕЭЛЏЙЄСїГЬЕФЖЏСІЫ№КФЁЃНкФмМѕХХММЪѕЭЈЙ§Ш§ИіВНжшОЭПЩвдНЕЕЭЛЏЙЄЩњВњећИіСїГЬЕФЖЏСІЫ№КФЁЃЪзЯШЃЌЪЙгУБфЦЕНкФмЕїЫйЃЌЪЙЕчЛњЕФЕчФмЕФЯћКФгааЇНЕЕЭЁЃдкЛЏЙЄЦѓвЕжаЃЌЩшБИзАжУИККЩТЪЕЭЪщЦЄБоДцдкЕФЮЪЬтЃЌдкетжжЧщПіЯТЃЌвЊЯыЖдЕчЛњЭЯЖЏЯЕЭГГЄЦкЙЄЦЕдЦДгНјаагааЇЕФдЄЗРЃЌОЭЭЈЙ§БфЦЕНкФмЕїЫйРДдЄЗРЁЃетбљЕуССЖМФмгааЇРћгУЃЌВЛЛсРЫЗбЁЃЦфДЮЃЌЖдЙЉШШЯЕЭГНјааИФНјгХЛЏЁЃзюКѓЃЌЮлЫЎДІРэКЭЛиЪеММЪѕдкШЋаавЕЕУЕНДѓСІЭЦЙуЁЃДѓМвЖМжЊЕРЛЏЙЄЦѓвЕЕФВњЩњЕФЙЄвЕЮлШОЪЧЗЧГЃЖрЕФЁЃШчЙћВЛзіШЮКЮДІРэОЭХХШыКгСїЁЂЩјШыЕиБэЃЌЛсЖдЛЗОГдьГЩКмДѓЕФЦЦЛЕЁЃЮвЙњКмЖрЕиЧјУцСйЫЎзЪдДибЗІЁЃЫљвдЛЏЙЄЦѓвЕгІИУв§НјЮлЫЎДІРэММЪѕЃЌЬсИпЫЎзЪдДЕФРћгУТЪЃЌЛиЪеПЩдкРћгУЕФЫзЪдДЃЌНкдМзЪдДЃЌНЕЕЭзЪдДРЫЗбЃЌДгЖјНкЪЁФмдДзЪдДЯћКФСПЁЃ
ДгИљБОЩЯЫЕЃЌЛЏЙЄИіЙЄвеФмдДЫ№КФЪЧгЩШєИЩвђЫиЙВЭЌзїгУЕФНсЙћЃЌБШЗНЫЕЃЌОМУЬхжЪЁЂММЪѕЫЎЦНЁЂЭтВПЛЗОГЁЂФкВПЛЗОГЁЂЙмРэЫЎЦНМАЙњМвеўВпЕШЁЃЬиБ№ЪЧЛЏЙЄЙЄвеЙмРэЫЎЦНЃЌЛЏЙЄЙЄвеИЩРёЫЎЦНдкКмДѓГЬЖШЩЯгАЯьзХФмдДЫ№КФЃЌЮЊВЛЖЯЬсЩ§ЛЏЙЄЙЄвеЩњВњЙмРэЫЎЦНЃЌгІИУгЩзЈвЕепЪЕЪЉМрЖНгыЙмРэЃЌЖјЧвЫљбЁгУЕФЙмРэШЫдББиаыОпБИНкФмНЕКФвтЪЖЃЌЪМжедкЛЏЙЄЙЄвеЩњВњжаШЋУцЙсДЉНкФмНЕКФРэФюЃЌЖЈЦкВЮМгНкФмММЪѕХрбЕЃЌвдБЃжЄЛЏЙЄЙЄвеЩшБИгыСїГЬВйзїЪЕЯжЙцЗЖЛЏЁЃЖдЩњВњЙЮФрЬхжЪгыИкЮЛд№ШЮжЦгшвдВЛЖЯНЁШЋгыЭъЩЦЃЌетЖдЙњФкЛЏЙЄЙЄвеЫЎЦНЕФЬсИпМЋОпживЊМлжЕЃЌвдЩЯЬхжЪЪЉааКѓЃЌЫљгадБЙЄЖМгаЖдздМКд№ШЮгыШЮЮёгшвдУїШЗЕФвтЪЖЃЌВЛЖЯЬсЩ§дБЙЄЩњВњЛ§МЋадЃЌбЯГЭРЫЗбФмдДЙЄзїШЫдБЃЌНВРэНкФмдБЙЄЃЌвдБЃжЄФмдДгыЩшБИФмЙЛЪЕЯжзюгХЛЏгІгУЁЃЪЕЯжЛЏЙЄЙЄвеЩњВњЕФЬхжЦЛЏЁЂЙцЗЖЛЏвдМАШЫадЛЏЃЌДгЖјЪЕЯжЛЏЙЄЙЄвеЩњВњжаЕФНкФмНЕКФФПБъЁЃ 4 НсТл BOG ЛиЪеДІРэЯЕЭГЪЧНгЪееОЕФКЫаФЯЕЭГЃЌBOG ДІРэЯЕЭГЕФдЫааЙиЯЕЕННгЪееОЕФАВШЋЦНЮШдЫааЁЃНгЪееОдЫааЙЄПіВЛЭЌBOG ЕФВњЩњСПвВЛсгаКмДѓЕФВюБ№ЃЌДІРэЙЄвеВЛЭЌЃЌФмКФЯрВювВНЯДѓЃЌдкЩшМЦЪБЃЌгІзлКЯПМТЧИїжжЙЄПіЃЌдкгаЭтЪфЙЄПіЯТЃЌНЈвщГфЗжРћгУЭтЪфввЯЉЕФРфФмРДвКЛЏЛиЪеBOGЃЌвдНЕЕЭФмКФЁЃаЖДЌЪБЃЌЪЪЕБЬсИпДЂЙоВйзїбЙСІЃЌПЩНЕЕЭеєЗЂЦјСПЃЌДяЕННЕЕЭГЩБОЕФФПДЮЁЃ ВЮПМЮФЯз [1] ЛЦСЂЕР. ввЯЉМАввЯЉЙЄвЕЯжзД[J].жаЙњТШМю,2005(5):1-5. [2] СѕЗНЬЮ.ЮвЙњввЯЉЙЄвЕЯжзДМАЗЂеЙЧАОА[J];ЛЏбЇЙЄвЕ;2010Фъ01Цк:.1-4 [3] гкНЈФў;еТСњН;РюМЊДК.жаЙњЪЏгЭввЯЉЙЄвЕЗЂеЙЯжзДМАЧАОА[J];ЪЏЛЏММЪѕгыгІгУ;2010Фъ03ЦкЃК258-263. [4] жьКЭ.жаЙњввЯЉаавЕЛиЙЫЁЂеЙЭћгыЫМПМ[J];ЙњМЪЪЏгЭОМУ;2012Фъ04Цк. [5] еХСЂЯЃ.LNGНгЪежеЖЫЕФЙЄвеЯЕЭГМАЩшБИ[ J] .ЪЏгЭгыЬьШЛЦјЛЏЙЄ, 1999 (3). [6]ЖХЙтФм. LNGжеЖЫНгЪееОЙЄвеМАЩшБИ[ J] .ЬьШЛЦјЙЄвЕ,1999 (5). [7]вќЧхЕГ.BOGбЙЫѕЛњдкLNGНгЪееОЕФгІгУ[ J] .бЙЫѕЛњММЪѕ, 2009 (6). |