ХӘЎЎТӘЈәОДХВ¶ФПИҪшҝШЦЖјјКхөД·ўХ№ҪшРРБЛ·ЦОцЈ¬ІўҪбәПКөјКІыКцБЛПИҪшҝШЦЖјјКхФЪКҜУН»Ҝ№ӨЖуТөөДУҰУГЗйҝцЈ¬МбіцБЛҪшТ»ІҪУҰУГөДҪЁТйЎЈ
ЎЎЎЎ№ШјьҙКЈәјҜЙўҝШЦЖПөНіЈ»ПИҪшҝШЦЖјјКхЈ»¶аұдБҝДЈРНФӨ№АҝШЦЖјјКхЈ»КЬҝШұдБҝЈ»ІЩЧЭұдБҝӘӨAdvanced process controller is an efficient way to get most
profit in petrochemical process LI Meixi (Sanlong Company,Luoyang Petrochemical Complex,Henan Luoyang 471012,China)
ЎЎЎЎAbstractЈәThis paper gives an outlook of advanced process controller including application in petrochemical process and presents suggestions about further research and application.
ЎЎЎЎKeywordsЈәdistributed control system;advanced process controller(APC);multivariable predictive control technology;controlled variable;manipulated variable
0ТэСФ
ЎЎЎЎјҜЙўҝШЦЖПөНі(Distributed Control SystemЈ¬ТФПВјтіЖDCS)ОӘЖуТөМṩБЛТ»ёцёДҪшЙъІъЎў»сИЎёьҙуР§ТжөДјјКхЖҪМЁЎЈ¶шҪиЦъУЪПИҪшҝШЦЖјјКх(Advanced Process ControllerЈ¬ТФПВјтіЖAPC)Ј¬DCSҝЙТФНЖ¶Ҝ№ӨТХҙпөҪёьёЯөДЙъІъЛ®ЖҪЎЈөұЗ°ФЪ№эіМ№ӨТөөГөҪ№г·әУҰУГөДКЗ¶аұдБҝДЈРНФӨ№АҝШЦЖјјКх(MultiӘІVariable Predictive Control Technology)ЎЈУР№ШЧЁјТЖХұйИПОӘҪцҪцНЁ№эК№№Өі§ОИ¶ЁБ¬РшөШЙъІъёЯЦКБҝөДІъЖ·Ј¬APCҫНДЬөГөҪҝЙіЦРшІвөГөДР§ТжЎЈө«ҝӘ·ўөДҝШЦЖІЯВФұШРл·ыәП№ӨТХПЦЧҙ»тЙФјУұд»ҜЎўДЬ№»УҰУГУЪөұЗ°өДҝШЦЖПөНіЎўДЬ№»ВъЧг№Өі§ёь№гДҝұкјҜіЙөДРиТӘәНТСҫӯҫЯұёөДЧо»щұҫҝШЦЖ»ШВ·ЦӘК¶ЎЈН¬СщЦШТӘөДКЗҪ«ҫӯјГДҝұкіЦРшІ»¶ПөШЧӘ»ҜОӘІЩЧчДҝұкЎЈ
ЎЎЎЎНЁ№эAPCөДУҰУГЈ¬ЖуТөДЬК№ЖдЙиұёФЛРРёь°ІИ«ЎўёьУРР§ЎўёьҝЙҝҝЎўёьДЬККУҰ»·ҫіөДТӘЗуЎЈөұУлЖдЛыөҘФӘІЩЧчУЕ»ҜјјКхТ»ЖрК№УГКұЈ¬APCДЬ№»ЦӨГчКЗ·ЗіЈУРР§өДЎЈУЕ»ҜІ»КЗТ»ёцТ»ҙОРФөДКВјюЈ¬ұШРлНЁ№эіЦРшІ»¶ПөДЕ¬БҰАҙФцЗҝІЩЧчРФДЬЎЈӘӨ
1№ъДЪНвAPCөД·ўХ№әНУҰУГПЦЧҙ
ЎЎЎЎЛжЧЕПЦҙъҝШЦЖАнВЫөДІ»¶П·ўХ№Ј¬ПајМіцПЦБЛЧФРЈХэ»тЧФККУҰөДҝШЦЖ·Ҫ·ЁЈ¬Ві°фҝШЦЖАнВЫЎўДЈәэРФАнВЫј°ЖдЛыИЛ№ӨЦЗДЬЈ¬ХвР©ҝШЦЖАнВЫөДРВ·ўХ№іЙОӘПИҪшҝШЦЖјјКхөДАнВЫ»щҙЎЎЈ¶шјЖЛг»ъәНРЕПўјјКхөД·ўХ№НЖ¶ҜБЛDCSөДёьРВ»»ҙъәНІ»¶ПНкЙЖЈ¬DCSТСҪшИлБЛөЪ4ҙъЈ¬јҙDCSід·ЦМеПЦБЛРЕПў»ҜәНјҜіЙ»ҜЈ¬ХвР©УЦОӘПИҪшҝШЦЖјјКхөДУҰУГМṩБЛәГөДЖҪМЁЎЈ
ЎЎЎЎҪь20ДкАҙЈ¬КАҪзЙПРн¶аЦшГыҝЖСР»ъ№№әН№«ЛҫЦВБҰУЪAPCөДСРҫҝҝӘ·ўәНУҰУГЎЈРн¶а»щУЪ¶аұдБҝДЈРНФӨ№АҝШЦЖјјКхөДAPCТСҫӯ№ӨіМ»ҜІўөГөҪ№г·әУҰУГЎЈГА№ъТ»јТЦшГы№«ЛҫНЁ№э¶ФБ¶УНЖуТөУҰУГAPCЗйҝцөДЙоИлөчІйИПОӘЈ¬ҙЯ»ҜБС»ҜЧ°ЦГКөК©APCөДР§ТжКЗЧоёЯөДЈ¬ЖдҙО»№УРјУЗвБС»ҜЧ°ЦГЎўіЈјхС№Ч°ЦГәНУНЖ·өчәНЎЈЖдЦРҙЯ»ҜБС»ҜЧ°ЦГІЙУГAPCөДМЧКэЧо¶аЈ¬Р§ТжЧоәГЎЈ
1.1№ъНвAPCјјКхөДҝӘ·ўУҰУГЗйҝц
1.1.1RMPCT
ЎЎЎЎГА№ъHoneywell№«ЛҫHiӘІSPEC SolutionөДВі°фРФ¶аұдБҝФӨ№АҝШЦЖјјКхRMPCT(Robust Multivariable Predictive Control Technology)ФЪ№ъДЪУҰУГҪПФзЎЈ1994ДкЈ¬Honeywell№«ЛҫәНҙуЗмКҜУН»Ҝ№ӨЧЬі§ФЪәуХЯөДҙЯ»ҜБС»ҜЧ°ЦГЙПәПЧчҝӘ·ўAPCПоДҝЈ¬УЪ1995ДкіЙ№ҰН¶УГЈ¬ёГAPCУЙ№ӨТХјЖЛгЎўЦРјдІгөДөчҪЪҝШЦЖәНВі°фРФ¶аұдБҝФӨ№АҝШЦЖјјКхЧйіЙЎЈКөПЦБЛ·ҙУҰЎӘФЩЙъәН·ЦБуПөНіөДІъЖ·ЦКБҝҝЁұЯҝШЦЖәН№ӨТХұдБҝөДОИ¶ЁРФҝШЦЖЈ¬НЁ№эВі°фРФ¶аұдБҝФӨ№АҝШЦЖЖчДЪІҝөДУЕ»ҜЖчЈ¬КөПЦБЛ·ҙУҰІъЖ··ЦІјөДУЕ»ҜЎЈУҰУГР§№ы·ЗіЈәГІўұЈіЦБЛҪПёЯөДФЪПЯН¶УГВКЎЈ
ЎЎЎЎЧоҪьHoneywell№«Лҫ¶ФЖдRMPCTҪшРРБЛҪшТ»ІҪУЕ»ҜЎўёДҪшЈ¬өЪ2ҙъ¶аұдБҝФӨ№АҝШЦЖПөНіProfitҝШЦЖЖч№ҰДЬёьјУНкЙЖЈ¬ІЩЧчёьјУ·ҪұгЈ¬ІўЗТФЪ№ъДЪ¶аМЧҙЯ»ҜБС»ҜЧ°ЦГәНіЈјхС№Ч°ЦГЙПөГөҪУҰУГЎЈ
1.1.2DMCplus
ЎЎЎЎГА№ъAspenTech№«Лҫ¶аұдБҝФӨ№АҝШЦЖјјКхІъЖ·DMCplus(Dynamic Matrix Control plus)ФЪКАҪз·¶О§ДЪөГБЛ№г·әУҰУГЎЈФЪ№ъДЪ¶аМЧҙЯ»ҜБС»ҜЧ°ЦГЙПУРіЙ№ҰУҰУГөДКөАэЎЈИз2000Дк10ФВDMCplusФЪЖлВіКҜ»Ҝ100ЎБ104 t/aҙЯ»ҜБС»ҜЧ°ЦГ(ўт)іЙ№ҰН¶УГЈ»2001Дк11ФВDMCplusФЪё§ЛіКҜ»Ҝ80ЎБ104t/aҙЯ»ҜБС»ҜЧ°ЦГіЙ№ҰН¶УГЎЈёГЧ°ЦГІЩЧчёьјУЖҪОИЈ»ЖыУНёЙөгЎўІсУНДэ№МөгЦКБҝҝЁұЯІЩЧчЎўЗбУНКХВКГчПФМбёЯЈ»ІОФьұИМбёЯЈ»Ч°ЦГДЬәДҪөөНЎЈ
1.1.3SMOC
ЎЎЎЎИХұҫYOKOGAWA№«ЛҫөД¶аұдБҝДЈРНФӨ№АҝШЦЖјјКхІъЖ·SMOC(SHELL Multivariable Optimising Controller)КЗУлSHELL№«ЛҫәПЧчҝӘ·ўөДЎЈSHELLКЗ№ъјКЙПҪПФзҝӘ·ўAPCөД№«ЛҫЦ®Т»Ј¬SHELLДЪІҝУРЧҝФҪөДСР·ўДЬБҰәНјјКхҫӯСй·бё»өД№ӨіМКҰЈ¬ЖдAPCјјКхФЪSHELL№«Лҫ¶аМЧБ¶УНәН»Ҝ№ӨЧ°ЦГЙПіЙ№ҰУҰУГЎЈЖдМШөгКЗЈәТЧУГөДЙијЖәН·ВХж№ӨҫЯЈ»І»ҝЙІвёЙИЕДЈРНөДК№УГФцЗҝБЛПөНіөДВі°фРФЈ»»ТПдДЈРНК№ҝШЦЖПөНіөДөчКФёьјУИЭТЧЈәјхЙЩҝШЦЖұдБҝІЁ¶ҜЈ»К№№Өі§ІЩЧчУЪЧоУЕЧҙҝцЈ»МбёЯ№Өі§өДР§ТжІЩЧчөгЎЈДҝЗ°YOKOGAWAөДSMOCФЪ№ъДЪөДіЙ№ҰУҰУГұЁөАІ»¶аЎЈ
1.2№ъДЪAPCјјКхөДҝӘ·ўУҰУГЗйҝц
1.2.1КҜУНҙуС§өД¶аұдБҝРӯөчФӨ№АҝШЦЖ
ЎЎЎЎҫӯ№э¶аДкөДСРЦЖәНУҰУГЈ¬КҜУНҙуС§ЧФ¶Ҝ»ҜСРҫҝЛщөД»щУЪ·ҙУҰЙо¶ИДЈРНөД¶аұдБҝРӯөчФӨ№АҝШЦЖјјКхТСҫӯФЪ№ъДЪ¶аМЧЧ°ЦГЙПіЙ№ҰөШКөК©БЛAPCІўИЎөГБЛПФЦшР§№ыЎЈГҜГыКҜ»Ҝ№«Лҫ1#ҙЯ»ҜБС»ҜЧ°ЦГТФYOKOGAWA№«ЛҫөДDCSОӘЖҪМЁЈ¬СРЦЖБЛИ«МЧAPCИнјюЈ¬ЖдЦчТӘјјКх°ьАЁЈә·ҙУҰЎӘФЩЙъІҝ·Ц·ҙУҰЙо¶И¶аұдБҝРӯөчФӨ№АҝШЦЖЈ»·ҙУҰИИөДФЪПЯКөКұ№ЫІмјЖЛгЈ»ІъВКөДФЪПЯКөКұ№ЫІмјЖЛгУл·ҙУҰЙо¶ИКөКұУЕ»ҜЈ»Цч·ЦБуІъЖ·ЦКБҝ¶аұдБҝРӯөчФӨ№АҝШЦЖЈ»ЖыУНёЙөгФЪПЯКөКұ№ЫІмјЖЛгЈ»ІсУН90%өгІъЖ·ЦКБҝ¶аұдБҝРӯөчФӨ№АҝШЦЖЈ»ІсУН90%өгФЪПЯКөКұ№ЫІмјЖЛгЈ»ОьКХОИ¶ЁПөНіОИ¶ЁЖыУНұҘәНХфЖыС№ІъЖ·ЦКБҝ¶аұдБҝРӯөчФӨ№АҝШЦЖәНОИ¶ЁЖыУНұҘәНХфЖыС№ФЪПЯКөКұ№ЫІмјЖЛгөИЎЈ
ЎЎЎЎёГјјКхУРТФПВН»іцМШөгЎЈЛыГЗУРЧФјәөД¶аұдБҝРӯөчФӨ№АҝШЦЖјјКхЈ»ЧҙМ¬·ҙАЎФӨ№АҝШЦЖЈ»НЁУГФӨ№АҝШЦЖЛг·ЁЈ»ИнТЗұнјјКхЈ»»щУЪ»ъАн·ЦОцөД¶ҜМ¬КэС§ДЈРНЈ»З°ЦГЙХҪ№КҪёЯР§ФЩЙъЖчҙЯ»ҜБС»ҜЧ°ЦГ¶ҜМ¬ДЈДвУлІЩЧч·ЦОцЈ»FCCUЦч·ЦБуЛю¶ҜМ¬ДЈРНУлПИҪшҝШЦЖЎЈ
1.2.2ХгҪӯҙуС§өДMPCT
ЎЎЎЎХгҪӯҙуС§ЧФ¶Ҝ»ҜЛщөД¶аұдБҝФӨ№АҝШЦЖјјКхMPCT(Multivariable Predictive Control Technology)ФЪ№ъДЪУҰУГТІИЎөГБЛПФЦшіЙР§ЎЈӘӨ 2APCјјКхҪб№№
ЎЎДҝЗ°Ј¬Б¶УН»Ҝ№ӨЧ°ЦГҙу¶аІЙУГDCSҪшРРҝШЦЖЈ¬ҝШЦЖКЦ¶ОЦчТӘКЗ»щУЪPIDөДіЈ№жҝШЦЖЎЈГ»УРід·Ц·ў»УDCSөДУЕКЖЎЈ¶шЗТ¶ФУЪЙъІъ№эіМЦРКұұдРФЗҝЎўЗҝсоәПЎў·ЗПЯРФәНҙуКұЦНөИОКМвҫНПФөГБҰІ»ҙУРДЈ¬¶шAPCҝЙТФҪПәГөШҪвҫцХвР©ОКМвЎЈ¶шЗТНЁ№эУЕ»Ҝ№ӨТХәНҝЁұЯІЩЧчЈ¬APCҝЙТФОӘЖуТөҙҙФмёьҙуөДАыИуЎЈӘӨ 
ЎЎЎЎТ»ёцAPCТ»°г°ьАЁВі°фРФ¶аұдБҝФӨ№АҝШЦЖЖчЎў¶ҜМ¬КэС§ДЈРНЎў№ӨТХјЖЛг(ИнТЗұн)әНКөКұУЕ»ҜЎЈИзНј1ЛщКҫЎЈ
2.1¶аұдБҝФӨ№АҝШЦЖЖч
ЎЎЎЎ¶аұдБҝФӨ№АҝШЦЖЖчөДәЛРДКЗҝШЦЖІЯВФ»тҝШЦЖЛг·ЁЎЈЛьКЗ¶аұдБҝКдИл¶аұдБҝКдіцЎў»щУЪДЈРНөДФӨ№АҝШЦЖЖчЎЈ
2.1.1Honeywell HiSPEC SolutionөДRMPCT
ЎЎЎЎТФHoneywell HiӘІSPEC SolutionөДRMPCTОӘАэЈ¬ЖдөдРНөД¶аұдБҝДЈРНФӨ№АҝШЦЖЖчөДҝШЦЖЛг·ЁҪб№№јыНј2ЎЈӘӨ 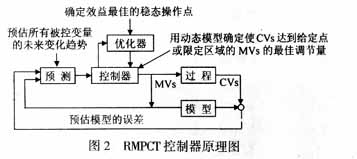
ЎЎЎЎ¶ФҙЯ»ҜБС»ҜЧ°ЦГТ»°гҝЙТФЙи¶Ё3ёц¶аұдБҝҝШЦЖЖчЈ¬·ЦұрОӘ·ҙУҰФЩЙъҝШЦЖЖчЎў·ЦБуҝШЦЖЖчәНОьКХОИ¶ЁҝШЦЖЖчЎЈФЪ¶аұдБҝҝШЦЖЦРЈ¬Ч°ЦГұдБҝТ»°г·ЦОӘКЬҝШұдБҝЎўІЩЧЭұдБҝәНёЙИЕұдБҝЎЈ
ЎЎЎЎКЬҝШұдБҝ(CVs)ЈәЦёҝШЦЖЖчКФНјұЈіЦЖдФЪ№ж¶ЁөДЙи¶Ёөг»т·¶О§Ц®ДЪөДұдБҝЎЈҝШЦЖЖчөДКЧТӘ№ӨЧчҫНКЗҪ«CVsұЈіЦФЪ№ж¶ЁөДФјКш·¶О§ЎЈ
ЎЎЎЎІЩЧЭұдБҝ(MVs)ЈәЦёҝШЦЖЖчҝЙТФөчХыөДұдБҝЎЈНЁ№эөчХыХвР©ұдБҝК№CVsұЈіЦФЪФјКшЦ®ДЪІўУЕ»ҜІЩЧчЈ¬Н¬КұЈ¬ИОәОMVs¶јІ»ЦБУЪі¬іцЛьЧФјәөДФјКш·¶О§ЎЈ
ЎЎЎЎёЙИЕұдБҝ(DVs)ЈәЦёЛдИ»ҝЙІвө«І»УЙҝШЦЖЖчАҙҝШЦЖИҙУ°ПмCVsөДұдБҝЎЈЛьГЗҝЙАҙЧФЙПУО№эіМЎЈФӨ№АDVs¶ФОҙАҙөДУ°ПмКұЈ¬ҝШЦЖЖчҝЙІЙИЎРР¶ҜТФ·АЦ№CVsі¬іцФјКш·¶О§ЎЈDVsОӘҝШЦЖЖчМṩǰАЎРЕПўЎЈ
ЎЎЎЎRMPCTКЗАыУГДЈРНАҙФӨ№АОҙАҙКұҝМұ»ҝШ¶ФПуөДФЛ¶ҜәНОуІоЈ¬ЧчОӘИ·¶ЁөұЗ°КұҝМҝШЦЖЧчУГөДТАҫЭЈ¬К№Ц®ККУҰ¶ҜМ¬ПөНіЛщҫЯУРөДҙжҙўРФәНТт№ыРФөДМШөгЈ¬өГөҪұИіЈ№жPIDҝШЦЖёьәГөДР§№ыЎЈ
2.1.2AspenTechөД¶аұдБҝФӨ№АҝШЦЖDMCplus
ЎЎЎЎAspenTechөД¶аұдБҝФӨ№АҝШЦЖDMCplusІЙУГөДКЗ¶ҜМ¬ҫШХуҝШЦЖ(Dynamic Matrix Control)ЎЈЖдҝШЦЖҪб№№јыНј3ЎЈӘӨӘӨ 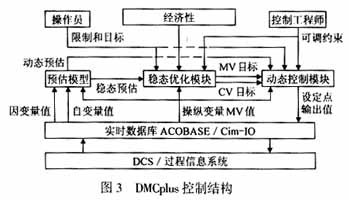
ЎЎЎЎФЪDMCplusЦРТэИлБЛЧФұдБҝәНТтұдБҝөДёЕДоЎЈЛщОҪЧФұдБҝКЗЦёЖдЦөІ»КЬ№эіМЦРИОәОЖдЛыұдБҝөДУ°ПмЈ¬Ль°ьә¬ІЩЧЭұдБҝ(MVs)әНёЙИЕұдБҝ(DVs)БҪЦЦАаРНЎЈЛщОҪТтұдБҝКЗЦёёГұдБҝөД¶ҜМ¬РФДЬҝЙТФТАҫЭТ»¶ЁКұјдДЪДіёцМШ¶ЁЧФұдБҝөДұд»ҜАҙГиКцЈ¬КЬҝШұдБҝ(CVs)КЗТтұдБҝЎЈРн¶аұдБҝКЗТтұдБҝЈ¬ө«УЙУЪЖдЦШТӘРФІ»№»Ј¬І»ЧгТФИ·¶ЁОӘКЬҝШұдБҝЎЈТ»ёцЧФұдБҝ(Йи¶Ёөг)өДұд»ҜУ°ПмјёёцКЬҝШ»тКЬФјКшұдБҝЎЈ
ЎЎЎЎDMCplusҝЙТФУҰ¶ФЛщУРКЬҝШұдБҝұд»ҜөДУ°ПмІўХТіцәГөДҪвҫц·Ҫ°ёЈ¬К№УГ¶ҜМ¬ДЈРНАҙФӨ№АКЬҝШұдБҝөДұд»ҜЎЈDMCplusҝШЦЖЖчҝјВЗБЛЛщУРөДФјКшІўКФНјХТіцТ»ёцҝШЦЖІЯВФАҙВъЧгЛщУР№эіМәНІЩЧчФјКшЈ¬ХвР©ФјКш°ьАЁMVsөДЙПЎўПВПЮәНұд»ҜЛЩВКЈ¬CVsөДЙПЎўПВПЮөИЎЈ¶ҜМ¬·ҪГжТӘҙпөҪЈәЧоРЎөДCVОуІоЎўЧоРЎөДMVұд»ҜЎўЧ·С°¶ҜМ¬УЕ»ҜВ·ҫ¶ҙпөҪОИМ¬УЕ»ҜДҝұкЎЈОИМ¬·ҪГжЈә»сИЎЧоҙуөДР§ТжЎўҝЙҝҝөДВі°фҝШЦЖЎЈ
2.2КэС§ДЈРН
ЎЎЎЎКэС§ДЈРН¶Ф№эіМҪшРР·ЦОцЎўҝШЦЖәНУЕ»ҜөД»щҙЎЈ¬ЦчТӘУРОИМ¬ДЈРНәН¶ҜМ¬ДЈРНБҪҙуАаЎЈОИМ¬ДЈРНёшіцБЛЙъІъ№эіМОИ¶ЁКұёчұдБҝЦ®јдөД№ШПөЈ¬ЦчТӘУГУЪЧ°ЦГөДЙијЖәНІЩЧчөДУЕ»ҜЎЈ¶ФУЪ№эіМҝШЦЖАҙҪІЈ¬ёьЦШТӘөДКЗ¶ҜМ¬ДЈРНЎЈҪьДкАҙЈ¬№ъДЪНвҝӘ·ўБЛҪП¶аөДҙЯ»ҜБС»ҜЧ°ЦГ·ҙУҰФЩЙъ¶ҜБҰС§ДЈРНІўіЙ№ҰУҰУГУЪКөјщЎЈАэИзКҜУНҙуС§СРҫҝҝӘ·ўБЛҙЯ»ҜБС»Ҝ·ҙУҰ¶ҜБҰС§ДЈРНІўјт»ҜОӘҙЯ»ҜБС»Ҝ·ҙУҰИИДЈРНЈ¬іЙ№ҰУҰУГУЪҙЯ»ҜБС»ҜЧ°ЦГЎЈ»№УРВеСфКҜ»Ҝ№ӨіМ№«ЛҫҝӘ·ўөДК®ИэјҜЧЬДЈРНөИЎЈҪЁБўКэС§ДЈРНөД·Ҫ·ЁЦчТӘУР»ъАнҪЁДЈәНПөНіұжК¶ҪЁДЈЎЈ
2.2.1»ъАнҪЁДЈ
ЎЎЎЎ»ъАнҪЁДЈКЗАыУГОў·Ц·ҪіМҪЁБў№эіМөДКэС§ДЈРНЈ¬ЦұөҪ60ДкҙъЛжЧЕјЖЛг»ъөДУҰУГІЕөГТФҪшТ»ІҪ·ўХ№ЎЈАэИзҫ«БуЛюөД¶ҜМ¬КэС§ДЈРН»щұҫКЗТФЎ°ЖҪәвј¶ЎұјЩЙиОӘ»щҙЎЈ¬јҙЈәЛю°еЙПөДТәМеәН°ејдөДТәМеКЗНкИ«»мәПөДЈ»АлҝӘЛюөДЖшМеәНЛю°еЙПөДТәМеҙҰУЪПаЖҪәвЧҙМ¬Ј»Лю°еЙПөДДЬБҝҙ«өЭ·ЗіЈСёЛЩЈ¬ДЬБҝ·ҪіМҝЙТФјт»ҜОӘҙъКэ·ҪіМЎЈ¶ҜМ¬КэС§ДЈРНУГУЪЙъІъ№эіМөДКөКұҝШЦЖЎўФЪПЯУЕ»ҜәН¶ҜМ¬·ВХжЈ¬ТтҙЛЈ¬Лх¶МДЈРНөДјЖЛгКұјд·ЗіЈЦШТӘЎЈРиТӘ¶ФДЈРНөДҪб№№әНІОКэҪшРРјт»ҜЎЈ
ЎЎЎЎ»ъАнҪЁДЈөДУЕөгКЗДЬ№»ФЪЧ°ЦГҪЁЙиЦ®З°ҫНҝӘКјҪшРРЈ¬Из№ыУл№ӨТХЙијЖРӯөчәГ№ШПөҫНҝЙТФҪЪФјҙуБҝКұјдЈ¬ј°ФзН¶УГПИҪшҝШЦЖҝЙТФМбЗ°»сөГР§Тж»ШұЁЎЈҙЛНвЈ¬»ъАнҪЁДЈ»№ҝЙТФід·ЦАыУГЛщУРөДҝЙІвРЕПўМбёЯҝШЦЖРФДЬЎЈКҜУНҙуС§»щУЪ¶ҜМ¬ДЈРНөДФЪПЯјЖЛгөДЖыУНёЙөгУлІсУН90%өгФЪ№ъДЪ¶ајТБ¶і§ТСИЎҙъИЛ№Ө»ҜСй¶шУГУЪЙъІъҝШЦЖЈ¬ұЈЦӨБЛІъЖ·ЦКБҝЈ¬МбёЯБЛІъЖ·КХВКЎЈҝЙКЗУЙУЪ¶аКэ№эіМөДДЪФЪ»ъАнёҙФУЈ¬ДСТФНкИ«ҙУ»ъАнЙПҪТКҫЖдДЪФЪ№жВЙЈ¬¶шЗТҪЁБў»ъАнҪЁДЈРиТӘ№гА«өДҝЖС§ЦӘК¶әН¶ФЙъІъ№эіМөДЙоИлБЛҪвЈ¬РиТӘҪЁБўҙуБҝөДОў·Ц·ҪіМЈ¬ҙУҪЁБў·ҪіМЎўјт»ҜөҪЗуҪв·ЗіЈА§ДСЎЈ
2.2.2ПөНіұжК¶ҪЁДЈ
ЎЎЎЎПөНіұжК¶ҪЁДЈЛщөГөДДЈРНКЗЎ°әЪПдЎұДЈРНЎЈҪшРРПөНіұжК¶КұРиТӘ¶Ф№эіМК©јУІвКФРЕәЕЈ¬АыУГКөІвөДУРФлЙщОЫИҫөД№эіМКдИләН№эіМКдіцРЕәЕҪЁБў№эіМКдИләНКдіцЦ®јдөДКэС§ДЈРНЎЈІвКФКұРиТӘ¶ФКдИлРЕәЕөДІЙСщКұјдЎўұжК¶КұјдҪшРРСЎФсИ·¶ЁЈ¬ІЙјҜөҪөДКэҫЭУҰёГҫЎҝЙДЬөШ°ьә¬№эіММШРФөДДЪФЪРЕПўЎЈҫЯМеөД·Ҫ·ЁУРЧоРЎ¶юіЛ·ЁЎўФц№гЧоРЎ¶юіЛ·ЁәНј«ҙуЛЖИ»·ЁЎЈ
ЎЎЎЎПөНіұжК¶ҪЁДЈөДУЕөгКЗОЮРлЙоИлБЛҪв№эіМөД»ъАнЈ¬ұЬГвДСТФҪЁБўөД»ъАнКэС§ДЈРНЎЈAspenTech№«ЛҫөДDMCplusәНHoneywell HiӘІSPEC SolutionөДRMPCT¶јКЗІЙУГКөІвөДКдИлЈҜКдіцДЈРНЈ¬ЛьГЗКЗөұҪс№ъНв¶аұдБҝФӨ№АҝШЦЖөДөдРНҙъұнЎЈПөНіұжК¶ҪЁДЈөДИұөгКЗРиТӘ¶ФФЪПЯЙъІъЧ°ЦГК©јУЧг№»өДјӨАшЈ¬К№КдИлЎўКдіцРЕәЕУРТ»¶Ё·щ¶ИөДұд»ҜЈ¬ХвҫНёшЙъІъФміЙБЛИЛОӘөДёЙИЕЈ¬ХвКЗКөјКЙъІъІ»ФёҪУКЬөДЎЈ
2.3№ӨТХјЖЛг
ЎЎЎЎІъЖ·ЦКБҝКЗ№эіМҝШЦЖөДЦчТӘДҝұкЎЈПИҪшҝШЦЖРиТӘІъЖ·ЦКБҝөДКөКұРЕПўЎЈНЁ№эХвР©РЕПўІЩЧчИЛФұјИҝЙТФХЖОХөұЗ°ІъЖ·ЦКБҝЧҙҝцЈ¬УЦДЬ№»ёщҫЭЦКБҝЖ«ІоөчХыІЩЧчК№ІъЖ·ЦКБҝұЈіЦФЪРиТӘөД·¶О§ЎЈіЈ№жЗйҝцПВЈ¬ІъЖ·ЦКБҝКэҫЭКЗНЁ№эІъЖ·ІЙСщИ»әуЛНөҪ»ҜСйКТ»ҜСйІЕДЬөГөҪЈ¬НЁіЈРиТӘТ»РЎКұТФЙПЎЈУЙУЪКұјдЦНәуМ«іӨЈ¬ОЮ·ЁУҰУГУЪПИҪшҝШЦЖөДҝЁұЯІЩЧчЎЈӘҘ
ЎЎЎЎКҜУН»Ҝ№ӨЙъІъЧ°ЦГІЙУГБЛРн¶аФЪПЯЦКБҝ·ЦОцТЗұнЈ¬ө«ХвР©ФЪПЯЦКБҝ·ЦОцТЗұнО¬»ӨДС¶ИҙуЈ¬јјКхТӘЗуёЯЈ¬НщНщФЪЙъІъЦРҙжФЪТ»Р©ОКМвЈ¬¶шЗТФЪПЯЦКБҝ·ЦОцТЗұнУР·ЦЦУј¶өДКұјдЦНәуЎЈ
ЎЎЎЎЛжЧЕПИҪшҝШЦЖөДЖИЗРТӘЗуІўҪиЦъУЪјЖЛг»ъјјКхөД·ЙЛЩ·ўХ№Ј¬ёчҙуПИҪшҝШЦЖ№«ЛҫҝӘКјСРҫҝҝӘ·ўІъЖ·ЦКБҝөДФЪПЯјЖЛгИнјюІўИЎөГәЬәГөДіЙјЁЎЈЖдјЖЛг·Ҫ·ЁҝЙ·ЦОӘТФПВјёАаЈә
ЎЎЎЎ(1)ІЩЧчІОКэәНУНЖ·ОпРФІОКэОӘТАҫЭ№ШБӘіцІъЖ·ЦКБҝДЈРНЎЈИзТФЛю¶ҘОВ¶ИЎўУНЖш·ЦС№әН·ЦБуЦёКэ№ШБӘЖыУНөДёЙөгЎЈ
ЎЎЎЎ(2)ТФКөІвКэҫЭОӘТАҫЭЈ¬ІЙУГёчЦЦКэС§әНЦЗДЬ·Ҫ·ЁөГіцІъЖ·ЦКБҝөДјЖЛгДЈРНЎЈИзІЙУГ»щУЪДЈКҪК¶ұрөДјЖЛг·Ҫ·ЁЎЈ
ЎЎЎЎ(3)ҫӯФӯНшВзјЖЛгІъЖ·ЦКБҝөД·Ҫ·ЁЎЈ
ЎЎЎЎ(4)ФЪҪЁБўҫ«БуЛю¶ҜМ¬ДЈРНөД»щҙЎЙПФЪПЯјЖЛгЖыУНөДёЙөгЎЈ
ЎЎЎЎ(5)І»ҝЙІвұдБҝөДФЪПЯјЖЛгЎЈ
2.4КөКұУЕ»Ҝ
ЎЎЎЎФЪРн¶аПИҪшҝШЦЖУҰУГЦРЈ¬ҝШЦЖТӘЗуКЗҪ«ЛщУРөДұдБҝО¬іЦФЪФјКшЦ®ДЪЈ¬¶шІўГ»УРУГҫЎҝШЦЖЖчЛщУөУРөДЧФУЙ¶ИЎЈјҙК№ФЪCVұИMV¶аөДЗйҝцПВЈ¬Из№ыРн¶аCVКЗ·¶О§¶шІ»КЗёш¶ЁЦөЈ¬ҝШЦЖЖчИФИ»»бУРё»УаөДЧФУЙ¶ИЎЈТтҙЛҝЙТФёьәГөШАыУГХвР©ЧФУЙ¶ИИҘЧйіЙТ»ёцДҝұкәҜКэЈ¬ХвСщҝШЦЖЖчҫНДЬК№№ӨТХөДДіР©·ҪГжөГөҪУЕ»ҜЎЈДҝұкәҜКэКЗИОәОCVәНMVөДПЯРФәҜКэ»т¶юҙОәҜКэЎЈФЪКөјКУҰУГЦРЈ¬ҪшБПЎўЦчТӘІъЖ·әН№ІУГПыәД¶ј°ьАЁФЪMVәНCVЦРЎЈөдРНөДДҝұкәҜКэКЗК№ІЩЧчАыИуЧоҙу»ҜЎЈКөКұУЕ»ҜҪб№№јыНј4ЎЈӘӨ 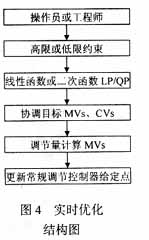
ЎЎЎЎФЪКөјКУҰУГЦРЈ¬Рн¶аCVКЗТ»ёц·¶О§¶шІ»КЗТ»ёцёш¶ЁЦөЎЈөұ№эіМДЈРНУРҪПҙуОуІо»тCVјдУРҪПЗҝҪ»»ҘУ°ПмКұЈ¬¶аұдБҝФӨ№АҝШЦЖХэКЗАыУГ·¶О§ҝШЦЖЛг·ЁАҙёДЙЖҝШЦЖЦКБҝЎЈҝШЦЖЖчІ»КЗЗҝЦЖК№ёчёцCV¶јұЈіЦФЪТ»ёцМШ¶ЁЦөЙПЈ¬¶шКЗНЁ№эҝШЦЖЖчөДЧФУЙ¶ИФКРнCVҝЙТФҙҰУЪј«ПЮЦ®ДЪөДИОТ»өгЙПЎЈ 3ҪбКшУп
ЎЎЎЎAPCјјКхПЦФЪТСҪПОӘіЙКмЈ¬№ъДЪНвРн¶аБ¶УН»Ҝ№ӨЧ°ЦГІЙУГAPCәуИЎөГБЛПФЦшөДҫӯјГР§ТжЎЈДҝЗ°Ј¬КҜУН»Ҝ№ӨЖуТөХэҙуБҰНЖҪшAPCөДУҰУГТФУҰ¶Ф№ъДЪНвКРіЎөДМфХҪЎЈAPCПоДҝөДКөК©ҙуЦВ°ьАЁ№ҰДЬЙијЖСРМЦЎўіхІҪЙијЖЎўҪЧ¶ОІвКФУлПкПёЙијЖЎўКФіөН¶ІъәНН¶ІъәуіӨЖЪ№ҰДЬО¬»ӨөИјёёцҪЧ¶ОЎЈМШұрКЗФЪіхІҪЙијЖКұТ»¶ЁТӘИ·¶ЁәГAPCөДЙијЖЧЬДҝұкЈ¬Б¶УН»Ҝ№ӨЧ°ЦГТ»°гҝЙ°ьАЁМбёЯДҝұкІъЖ·ІъВКЎўМбёЯЧ°ЦГҙҰАнБҝЎўЖҪОИЧ°ЦГІЩЧчЎў·ў»УЧ°ЦГЧоҙуЗұБҰЎўУЕ»ҜЧӘ»ҜВКәНҪ«№ШјьұдБҝҝШЦЖФЪЙи¶Ё·¶О§ДЪөИјёёцДҝұкЎЈ»№ТӘЧцәГҝШЦЖЖчЙијЖЈ¬СЎәГCVәНMVЎЈӘӨ
ІОҝјОДПЧ
ӘӨ
ЈЫ1ЈЭY.A.Liu.Advanced Process Control Using Dynamic Matrix Control plus(DMCplus)ЈЫJЈЭЈ®2003,(1Ў«2).ӘӨ
ЈЫ2ЈЭY.A.Liu.Advanced Concepts and Introduction to Inferential PropertyDevelopment Using Aspen IQЈЫJЈЭЈ®2003,(1Ў«2).ӘӨ
ЈЫ3ЈЭЦЈУҰЖҪЈ®ідВъчИБҰөДПЦҙъҝШЦЖАнВЫЈЫJЈЭЈ®ЧФ¶Ҝ»ҜІ©ААЈ¬2003(5).)ӘӨ
ЈЫ4ЈЭНхіЈБҰЈ®РЕПў»ҜөҪөЧДЬОӘ№ӨТө»ҜЧцР©КІГҙЈЫJЈЭЈ®HollySysНЁС¶Ј¬2003(10). |
















